New Double Stone Steel PVD colored stainless steel fabrication unit in Wimbledon, London
John Desmond Ltd have recently set up a dedicated factory in Wimbledon to create Double Stone Steel PVD colored stainless steel. This is the first production-unit to color large-format stainless steel in the UK and colors sizes up to 3 metres by 1.7 metres.
Capacity
The chamber size is 3.3 metres by 2.2 metres and will accommodate products and sheet material up to a size of 3 metres by 1.5 metres and certain items up to 1.7 metres. Depending on the final use and required durability PVD coatings will be created of varied thicknesses. The standard PVD coating is 0.35 microns.
What is Double Stone Steel PVD used for?
- Architectural cladding for interiors and exteriors, decorative panels laser cut
- Components, taps, architectural ironmongery
- Furniture
- Appliances and accessories
- Structural components
With the use of V-cutting and folding, Double Stone Steel PVD colored stainless steel sheet can be fabricated to appear as solid material.
 DB 1650 Monobloc mixer tap in Double Stone Steel PVD colored stainless steel in Copper brushed finish. DB 1650 Monobloc mixer tap in Double Stone Steel PVD colored stainless steel in Copper brushed finish. |  V-grooved and folded Double Stone Steel PVD stainless steel in Royal Gold for architrave, Shangri La Hotel, London. V-grooved and folded Double Stone Steel PVD stainless steel in Royal Gold for architrave, Shangri La Hotel, London. |  V-grooved and folded Double Stone Steel PVD stainless steel in Brass Mirror for glass rack over bar, Devonshire Club Hotel, London. V-grooved and folded Double Stone Steel PVD stainless steel in Brass Mirror for glass rack over bar, Devonshire Club Hotel, London. |
With the capacity to produce Double Stone Steel PVD colored stainless steel in the UK this opens up opportunities for smaller orders to be processed ( previously orders had to be shipped overseas which greatly added to the lead time and costs). Now that lead times are based on despatch within the UK this means that smaller orders can be processed without the disproportionate overheads of transport costs. This opens up enhanced trade possibilities with other manufacturers, architectural metalwork providers and construction companies.
John Desmond Ltd, established in 1968, are architectural metalwork fabricators and specialists and work to the exceptionally high standards demanded by architects and designers.
See some of John Desmond Ltd’s case studies
To find out more about Double Stone Steel PVD or request samples visit.

Double Stone Steel PVD machine for creation of colored stainless steel, John Desmond Ltd, Wimbledon, London.
The PVD process – what is PVD?
PVD, which is an acronym for Physical Vapour Deposition, is the generic name given to a range of very hard, durable, wear-resistant, thin coatings. The key difference in the PVD process from traditional coating processes, such as electro-plating is that it uses a vaporised form of the coating material for adhesion to a given product surface, not a solution.
The first available and most common PVD coating is Titanium Nitride (chemical symbol TiN), which is a golden yellow color – this is most commonly seen on drills in a DIY store. The hardness of TiN is around 2300Hv which is over twice as hard as Hard Chrome plating and nearly three times harder than tool steel. PVD coatings are typically deposited to a thickness of only a few micrometers (approximately 1/50th the thickness of a human hair) and this very thin, hard surface layer is sufficient to greatly extend the life of cutting and forming tools, often by more than 5 times.
Double Stone Steel PVD machine for creation of colored stainless steel, John Desmond Ltd, Wimbledon, London.
PVD coatings (initially only the golden colored TiN) became commercially available in the 80’s and since then a very wide range of different coating compositions and associated techniques have been developed.
Historically PVD coatings were used solely on tooling such as drills, mills, taps, punches, dies and press tools. However other markets such as medical, motorsport and aerospace have found uses for PVD coatings on components, not made from tool steels.
Although generally more expensive than other more traditional coloring techniques, such as electroplating and lacquering, PVD coatings will not fade, scratch or tarnish so are chosen for situations where quality and longevity are desired. The color of any PVD film is a function of the composition of the coating, which means that PVD does not contain a coloring agent or pigment.
All PVD coatings are applied in a high vacuum coating machine at an elevated temperature. Therefore certain materials, such as plastics, zinc and brass are not able to be coated easily, if at all. All steels are absolutely ideal for PVD coating although it is also not possible to coat onto oxidised surfaces.

Just as with the electroplating of gold, the product is given a negative charge but it is placed inside a vacuum container, rather than a tank, in which the sub-atmospheric pressure can be accurately controlled. This vacuum-deposition process allows highly-charged ions to be deposited, molecule-by- molecule, on the product surface. The vacuum itself reduces particle density and provides a long path between particle collisions. Consequently, the vacuum-deposition process is highly accurate, allowing excellent control of the coating’s vapour composition.
As the PVD coating is essentially ‘sprayed’ onto parts inside the vacuum coating unit consideration must be given to the geometry of parts to be coated, for example, the coating does not penetrate very far inside a bore. During the PVD process parts are fixed to a jig therefore it is important to understand where parts can be held without compromising those surfaces requiring coating.
Different compositions of PVD coatings will have different properties such as oxidation resistance, corrosion resistance, hardness and friction characteristics. Whilst PVD coatings are essentially very inert and will not corrode, they cannot be considered barrier layers to prevent corrosion of the material to which they are applied to, for example mild steel will still rust (albeit more slowly) if PVD coated.
The accuracy in the creation of the finish and color makes the PVD process remarkably versatile in terms of the sectors and products where it can be used. Increasingly, it is being used as a replacement for the more traditional painted and electroplated decorative-metalwork finishes. The substrate, that is the stainless steel, finish is revealed through the PVD coating. So, a mirror-finish stainless steel will form a mirror-finish PVD material and a brushed finish stainless steel will form a brushed finish PVD.
 Double Stone Steel PVD stainless steel in Black Hairline finish. – John Desmond Ltd. Double Stone Steel PVD stainless steel in Black Hairline finish. – John Desmond Ltd. | 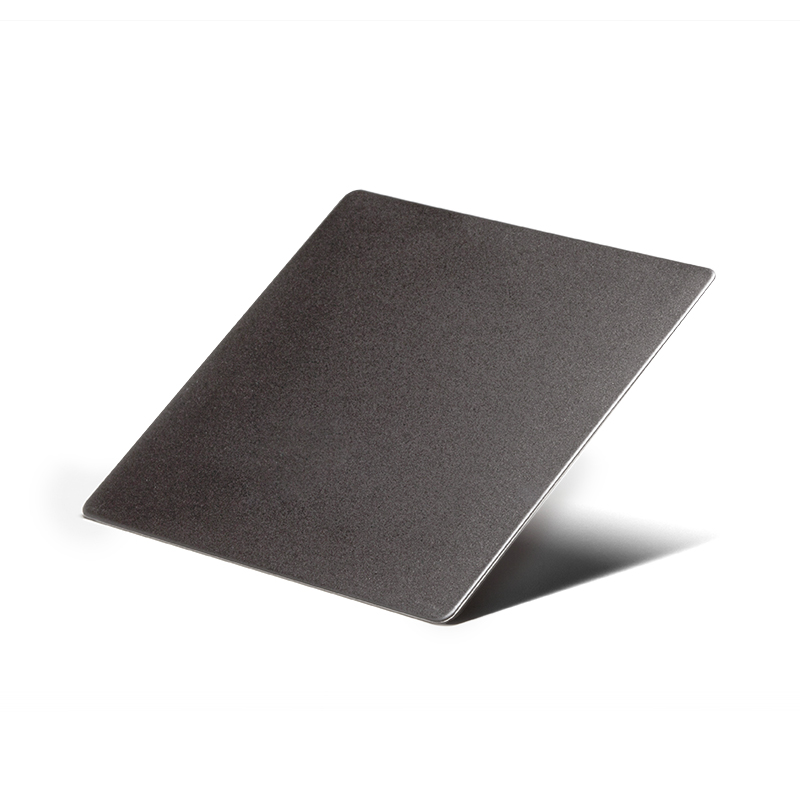 Double Stone Steel PVD stainless steel in Gun Metal Sandblasted finish. – John Desmond Ltd. Double Stone Steel PVD stainless steel in Gun Metal Sandblasted finish. – John Desmond Ltd. | 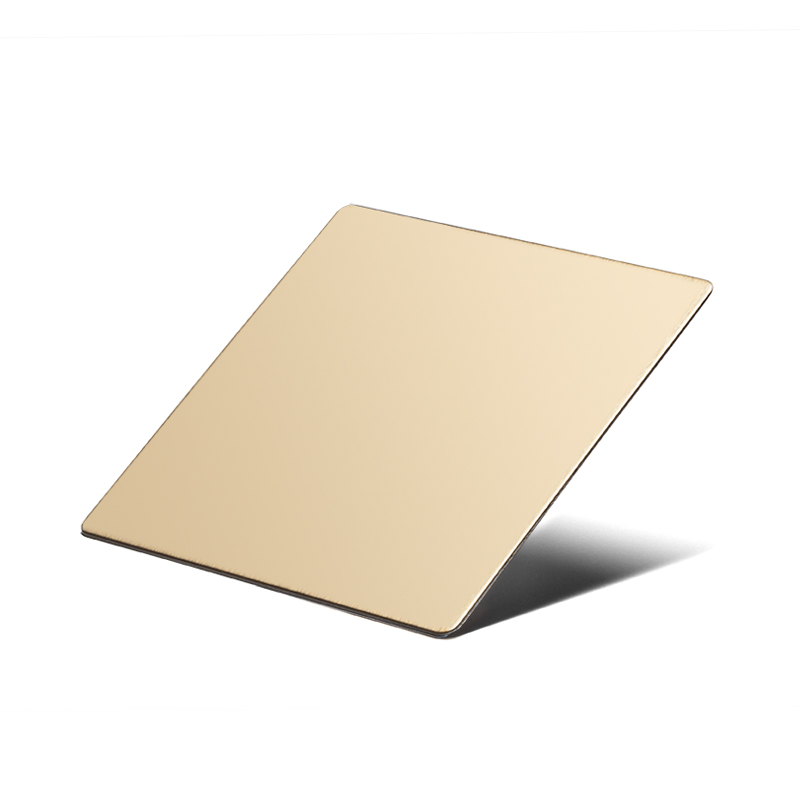 Double Stone Steel PVD stainless steel in Champagne Mirror finish. – John Desmond Ltd. Double Stone Steel PVD stainless steel in Champagne Mirror finish. – John Desmond Ltd. |
This makes the variety of PVD applications impressively broad – from automotive bodywork and engine components to medical instruments and surgical implants. It is even used for fashion accessories such as watches and jewellery, using specialist coatings such as carbon-based finishes for watches and titanium for earrings and piercings.
Double Stone Steel PVD: A summary of advantages
- Provides coatings with properties superior to the surface they are applied to
- Is more environment friendly than electroplating because it doesn’t have toxic chemical
solutions to be disposed of at the end of the process - Delivers accuracy to the finest tolerances, allowing its use in manufacturing both thin films (less than one micro-metre) and coatings
- Has excellent hardness and scratch-resistance properties