-
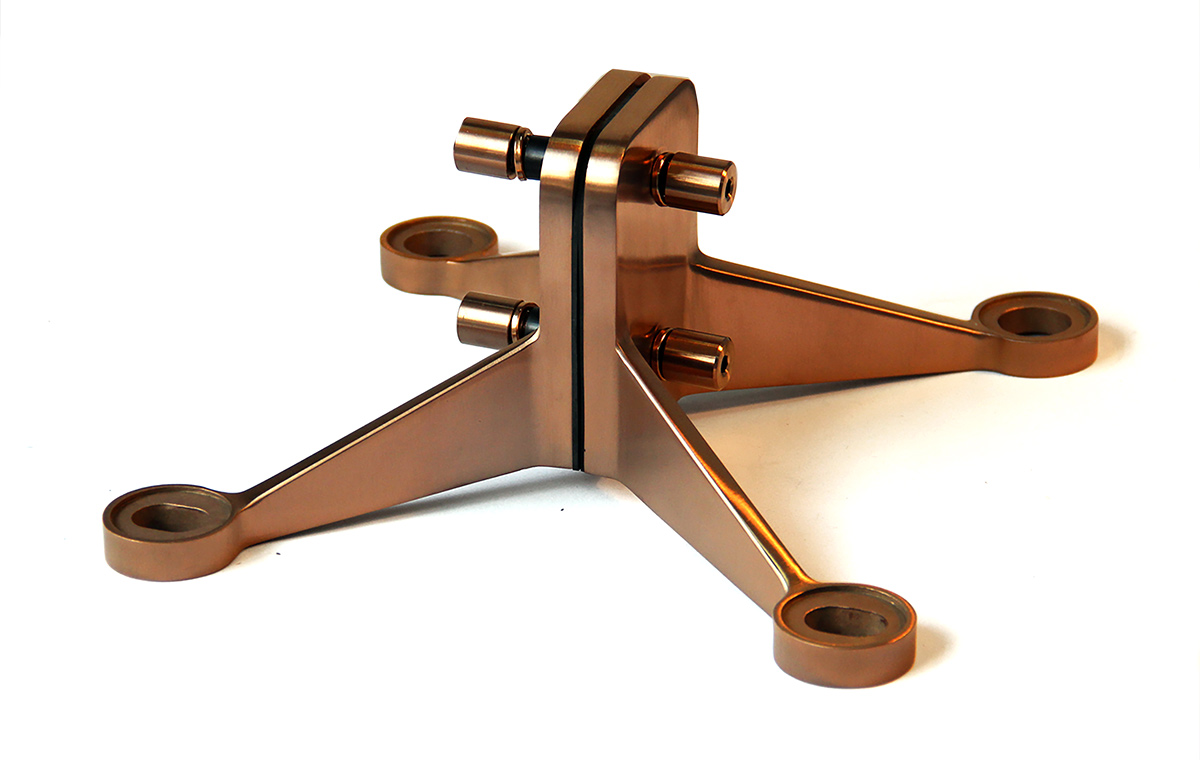
An introduction to hard-anodised aluminium coatings, their advantages and environmental implications for architectural cladding

An introduction to hard-anodised aluminium coatings, their advantages and environmental implications for architectural cladding. What is anodised aluminium? Anodising is a common, stable and cost-efficient electrochemical process. It was first used in 1923, on an industrial scale. It’s an anodising process that thickens and toughens the naturally occurring protective oxide that forms on the surface…
-
All that Glitters – a comparison between goldplating and gold PVD for jewellery

A comparison between Goldplating and Gold PVD for jewellery. How to make Gold If you are a manufacturer of jewellery, there are several different options available to enable you to achieve a gold look for your products. If you are producing rings, chains or even watches the two of the most common ways to get…
-
The history of case-hardening and its processes

Describing the various processes of case-hardening. Case-hardening is a metal surface process also referred to as surface hardening. It is an ancient technology that goes back to approximately 1400BC. The origins of case-hardening Around 1400 BC, hardening methods began to appear in armouries around the world. It was well known that the sharpness and hardness…
-
Curtis Jere – the partnership between Curtis Freiler and Jerry Fels, creating art from a heavenly mix of metals

Creating art from a heavenly mix of metals. Curtis Frieler and Jerry Fels The name of the artist and furniture designer Curtis Jeré was, in fact, the shared pseudonym of two individual American artists, Curtis Freiler and Jerry Fels using the signature C.Jeré. Together the artists used many materials including exquisite and delicately colored enamels,…
-
Stainless steel goes stellar – a discussion on stainless steel in space, space-travel, Mars, the Moon and metal.

A discussion on space-travel, Mars, the Moon and Metal. Commercial space travel The year 2019 will see Earth’s first commercial, privately owned and funded spaceships blasting out of our fragile atmosphere. Not quite the science fact that science fiction predicted for us, but we are marching towards it every day. I am owed a jetpack…
-
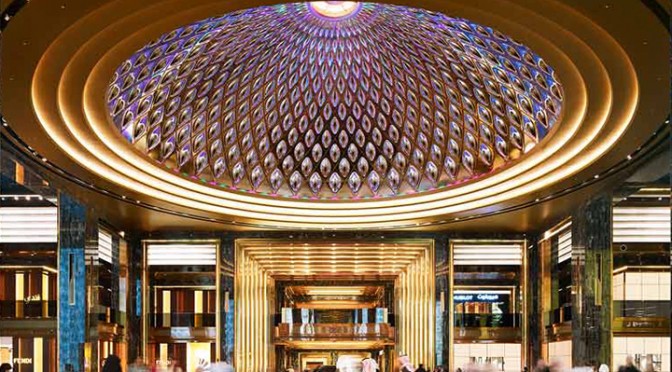
The story of gold and gold leaf – how was gold formed, its decorative value and the 5000- year old process of gilding.

A round up of some interesting facts about this fascinating metal. In the beginning there was Gold Gold is such a remarkable material, firstly it was created in the resultant blast of energy due to the collision of two neutron stars. This monumental collision produces enormous amounts of heavy elements including gold. The gold is…
-
A virtual tour of Oscar Niemeyer’s Museu de Arte Contemporânea de Niterói, Brazil
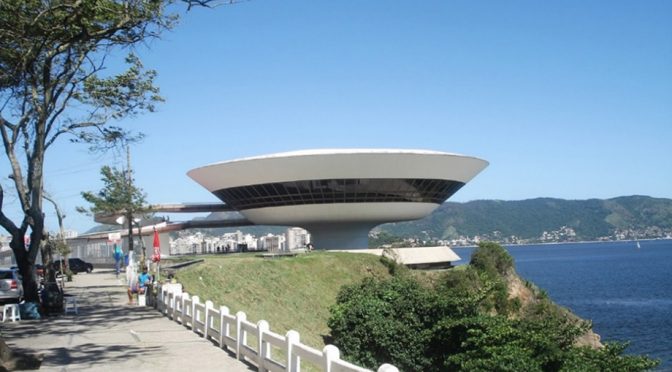
The location Opened in 1996, the Museum of Contemporary Art in Niteroi is one of the smaller, but no less intriguing buildings designed by one of my favourite architects; the famous Brazilian architect Oscar Niemeyer. A building that reflects his skill of blending sculptural elements with Architecture, the museum designed by Niemeyer with the assistance…
-
The Walt Disney Concert Hall, Los Angeles, California, home of the Los Angeles Philharmonic Orchestra

This distinctive building is the result of a gift from the philanthropist, Lillian Disney, who survived her famous husband by 31 years. Richard Storer-Adam looks at the story behind the design, how Frank Gehry won the design competition from seventy entries, years before his Guggenheim Museum design and of course the remarkable stainless steel sails.
colored, harder, tougher stainless steel